

以下是:圆管弯管机源头厂商的产品参数
范围 供应范围覆盖江西省 吉安市 吉州区、青原区、吉水县、峡江县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市等区域。 圆管弯管机源头厂商,愚公斧开山机械设备制造(新干县分公司)为您提供圆管弯管机源头厂商,联系人:李总工,请联系愚公斧开山机械设备制造(新干县分公司),发货地:小店区208国道东浦村东浦路一号。 江西省,吉安市,新干县 2021年,新干县实现地区生产总值204.05亿元,可比增长9.7%。其中:产业增加值21.71亿元,可比增长8.6%;第二产业增加值98.78亿元,可比增长9.4%;第三产业增加值83.56亿元,可比增长10.3%。
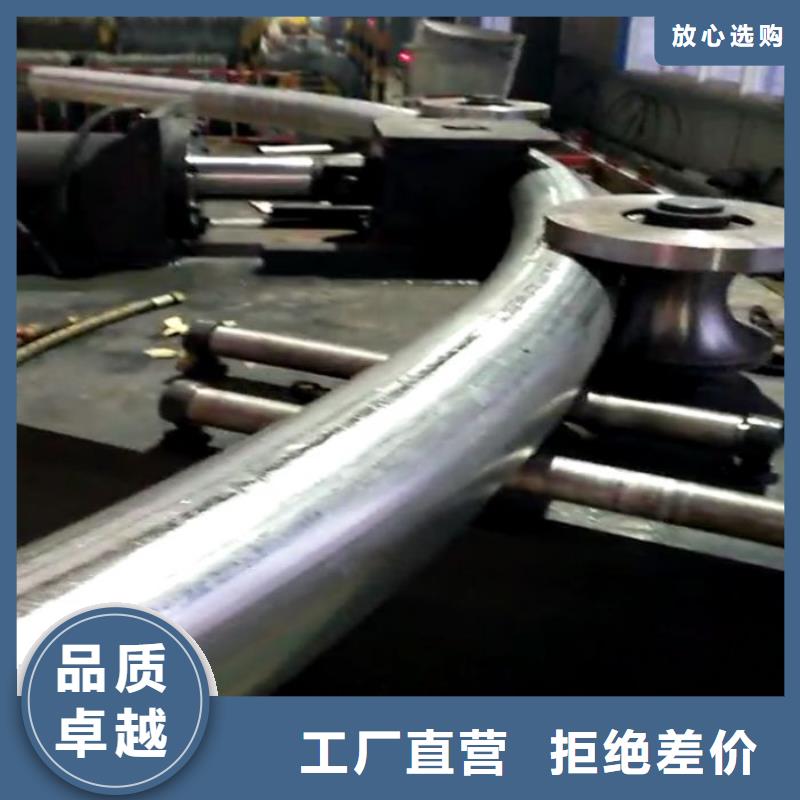
为了给您提供更的圆管弯管机源头厂商产品信息,解锁圆管弯管机源头厂商产品新体验,视频带你玩转每个细节!以下是:圆管弯管机源头厂商的图文介绍
1、机械故障少.使用时间长:本机主要传动啮合件使用优质合结钢制造,工作辊端轴承选用技术生产的轴承支撑,承载能力大,而且降低摩擦引起的功率损耗, 因此机械性能好,耐磨性能好,再加采用滚动摩擦,故使之故障少.使用时间长。
2、拆装方便,容易维修:本机采用整体结构,设计合理,刚性强,拆装简单便于维修。
3、本机还具有过载能力强.耐冲击.惯性力矩小,适于起动频繁和正反转的特点.提高电机使用使用时间。
4、承载能力强、使用时间长、卷园速度快、产品质量可靠等优点。操作、调整方便、使用使用时间长、耗能低、经济性好。
安装使用方便等优点。
1.体积小.重量轻:由于不仅采用了新技术的传动结构,输入轴和输出轴在同一轴线上,而且有与电动机直联呈一体的不同之处,因而本机具有结构紧凑,体积小.重量轻的特点。
2.机械故障少.使用时间长:本机主要传动啮合件使用优质合结钢制造,工作辊端轴承选用技术生产的轴承支撑,承载能力大,而且降低摩擦引起的功率损耗, 因此机械性能好,耐磨性能好,再加采用滚动摩擦,故使之故障少.使用时间长。
3.操作、调整方便、使用使用时间长、耗能低、经济性好。
吉安新干愚公斧开山机械设备制造有限公司一家专业生产销售 愚公斧岩石撑裂机的企业,公司地里位置优越,交通便利,运输发达。公司奉行销售优质的产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我公司产品包括: 愚公斧岩石撑裂机。公司技术力量雄厚、重视市场营销。公司精神“追求卓越 报国利民”公司宗旨:提供满足用户需求的优质产品,让顾客满意的优质服务。以“真诚到永远”的服务满足客户的要求。
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
关于圆管弯弧机模具
弯管机对模具的制作有讲究,对出厂的弯管机模具会进行热处理工艺,模具硬度,增加耐磨性。
卷圆机设备的模具制作,均采用模具45号钢制成,这是一种具是真空脱炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性好,韧性良好的材料。我们通过热处理四把火:退火、正火、淬火、回火模具的各种性能,如模具的塑性、耐磨、耐腐蚀等,以利于进行各种冷加工。
圆管弯管机特点:
冷弯型钢是指用钢板或带钢在常温状态下弯曲成的各种断面形状的成品钢材。冷弯型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。冷弯型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度;与普通钢结构(即由传统的工字钢、槽钢、角钢和钢板制作的钢结构)相比较,可节约钢材30~50%左右。冷弯型钢的重要是:它是经济断面钢材,可以生产出各种复杂的断面,它主要是通过改变型钢断面形状来提高型钢强度的。
yuanganlengwanji
大型圆管弯管机直销设备特点:
1、机器运作稳定.具有手动、自动、半循环、全循环等多种功能任意选择.机头,弯管设计,提供大弯管空间.
2、模板更换简单方便,便于弹性生产.大容量冷却循环系统,使机器运行更稳当移动式脚踏式开关,具有自动启动、紧急停止、紧停连续三种功能.
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
今年在吉安市新干县购买圆管弯管机源头厂商有了新选择,愚公斧开山机械设备制造(新干县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的圆管弯管机源头厂商产品。如需购买或咨询,请随时联系我们,联系人:李总工-【18762195566】,地址:小店区208国道东浦村东浦路一号。











